Substitution of grinding processes in crankshaft machining – NILES-SIMMONS Industrieanlagen GmbH introduces new technology hard milling
Dipl.-Ing. Michael Kamm, Dipl.-Ing. Eric Reinwarth, NILES-SIMMONS Industrieanlagen GmbH
In today’s market place, the most important driving forces in the field of automotive industry are sustainability, resource conservation and economic efficiency. These trends do not only drive the development of new innovative technologies and final configurations for new products, but also push the ever-increasing requirements of the manufacturers to find new cost-efficient manufacturing concepts for the production of the existing components in production.
In order to meet these market requirements, NILES-SIMMONS have developed the new technology “hard milling” for the machining of hardened crankshafts for truck‑, construction machinery- and agricultural machinery engines.
This technology allows for the substitution of a grinding process for machining of large crankshafts by the implementation of an efficient milling process. In turn, the enormous pre- grinding efforts, which had been required for machining of crankshafts after hardening is removed and the preparation for the finish grinding process is perfectly controlled to reduce finishing requirements to a minimum.

Hard milling of a 6‑cylinder crankshaft for trucks
The process is specifically adapted for the machining of 4, 5, 6 and 8 cylinder-crankshafts with a maximum length of up to 1350mm and a maximum flying circle of up to 310mm. It is available on both NILES-SIMMONS milling centers N20CM und N30CM.

NILES-SIMMONS Milling-Center N30CM
These special purpose machines, which belong to the NILES-SIMMONS crank milling (CM)- series, are inherently equipped with a distance between centers of up to 2000mm together with a maximum diameter of up to 780mm and carry out highly reliable dry-milling machining processes with extraordinary long-life precision at extremely high-production levels. Thanks to their flexible automation options, the machines run with minimal operator interventions. The most favored loading concepts are for instance the workpiece loading by overhead gantry via an integrated hatchway or workpiece loading by robot via the machine’s front doors.
For the implementation of the specific process “hard milling” for large crankshafts as a closed process, the machines are equipped with main- and counter spindles with a maximum turning moment of 930Nm (100%) each as well as two milling units with maximum turning moment of 3350Nm (S1-100%) each.

Machine configuration NILES-SIMMONS N30CM for the process hard milling
The milling tools used are supplied by the company ‘Ingersoll Werkzeuge GmbH, with tool diameters of 700 – 800mm and a cutting width up to 95mm they are equipped with specifically developed ceramic cutting inserts. By using these, the milling process of the main- and pin bearings runs with a radial cutting depth of up to 0,5mm at hardness of up to 59 HRC. The cutting speeds applied are between 250 and 275m/min and the feed rates are set between 0,23 – 0,35mm. The tool construction is possible both in monobloc-design and in cartridge-design.

Milling tools with specific ceramic cutting inserts of the company ‘Ingersoll Werkzeuge GmbH’
For clamping of the workpieces, we use compensating milling jaw chucks in main and counter spindle. Those specific, power-operated lever chucks with a diameter of 320mm, have a sensitive adjustment of less or equal 20µm on the clamping diameter and consequently allow a highly efficient compensation of distortion due to the hardening. For additional backing, we use two self-centering milling steady rests with pin locator jaws.
On top of that, the machine has an integrated touch probe for exact and process reliable identification of the workpiece position.
With that, diameter-accuracies of 25µm, roundness-accuracies of 10µm and position-accuracies of the pin bearings of 0,1mm are accomplished. As a result, the finish- grinding process is perfectly prepared.
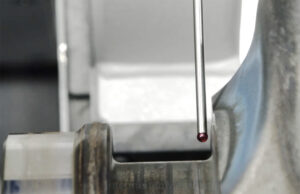
Integrated touch probe for exact identification of workpiece position
Programming of the process takes place by use of the specifically developed crank milling software of NILES-SIMMONS. This software allows for completely independent programming for machining of main- and pin bearings, centric elements, cheeks and specific cheek contours. The operator can easily implement necessary corrections by use of corresponding input fields and is extremely operator friendly. The operator can also import form correction tables directly from the measuring machine and by doing so the programming is easy and quickly completed.
The process runs entirely dry, without any process fluids and is therefore much more sustainable than grinding processes, which had to be used up until now. Consequently, the maintenance requirements and manufacturing running costs decrease significantly.
With the use of the new hard milling technology, the finish grinding requirements for machining of large crankshafts can typically decrease by up to 75 percent. The investment costs for the number of machines decreases remarkably by up to 50 percent. Integration and adaptation of the machining process into existing manufacturing lines is easily possible. Hard milling already runs successfully within crankshaft production lines in the market and achieves process-reliable cycle times of six minutes.
DOWNLOAD
Whitepaper als PDF downloaden
If you have any questions about our machines and technologies, please do not hesitate to contact us:
SALES – TEAM
NILES-SIMMONS Industrieanlagen GmbH
Tel.: +49 371 – 802 204
Mail: sales.nsi@nshgroup.com